
Resultados 1 al 1 de 1
Tema: Turbinas francis
- 26/04/2020, 18:56 #1
 Forero Junior
Forero Junior

- Fecha de ingreso
- nov 2019
- Ubicación
- Bilbao
- Mensajes
- 10
 Turbinas francis
Turbinas francis

Buenas tardes.
Esto es una pequeña guia, sobre las turbinas francis. Son unas turbinas que se utilizan en caudales medios y saltos medios .
Por ejemplo, la turbina de la foto es una francis de 1000 l/s 89 m de salto.
que generaba 750kw originalmente, ahora no llega a los 680 kw.
Espero que os guste, mas o menos las fuentes de este documento son unas guias sobre hidraulica que publica la agencia estadounidense de la energia.
1.0 Descripción general.
La función principal de esta turbina es generar movimiento de giro que luego se transformara en energía mecánica o eléctrica. Es la pieza más importante en una instalación hidroeléctrica. El cómo está diseñada, operada y mantenida tendrá un efecto directo sobre la eficiencia y durabilidad.
1.1.1 Componentes de una turbina Francis.
Los componentes principales de una turbina Francis son, Carcasa espiral, anillos de soporte, puertas de admisión, turbina de reacción, Rompedor de vacío, oxigenador de agua y tubería de descarga.
Carcasa espiral: Su función es hacer que el agua este alineada con las compuertas de entrada. Manteniendo la velocidad del agua uniforme gracias a su forma y su sección decreciente.
Anillos de soporte: Estos anillos tienen la misión de alinear el flujo del agua desde la carcasa a las puertas de admisión. También sirven como soporte del peso de la estructura en las turbinas verticales y absorbe las fuerzas hidráulicas durante la operación.
Puertas de admisión: Su misión es controlar la cantidad de agua que entra en la turbina controlando así la energía entregada. Como función secundaria dirigen la dirección del flujo de agua. El ángulo de entrada optimo corresponderá al pico de eficiencia de la unidad. Cuando la unidad esta parada, las puertas de admisión suelen funcionar como una segunda compuerta, evitando que el agua entre con fuerza en la cámara de la turbina
Rodete: La función de este elemento es transformar la energía potencial del agua en energía mecánica de rotación. Esta energía es transmitida al eje de la turbina. Existen un montón de diseños para las turbinas, horizontal, vertical, con una o dos descargas etc. el diseño, más común es el vertical.
Rompedor de vacío: Este elemento, introduce aire en la zona más cercana a la turbina. Suele ser un dispositivo automático. En las turbinas de reacción se utiliza cuando se quiere sincronizar a subir la velocidad sin carga. Utilizar el sistema minimiza la vibración y suaviza forzar la máquina. Aunque la maquina se fuerce menos se pierde eficiencia al reducir vacío y vórtices de aire cerca de la turbina.
Oxigenador : Su función es mezclar aire con el agua para aumentar la cantidad de oxígeno en el agua. La introducción de aire puede ser pasiva o activa. Los diseños activos suelen utilizar un compresor para introducir el aire. Los diseños pasivos suelen incluir algún tipo de inyector que introduce aire en el interior. El diseño más eficiente tiene unas galerías por dentro del eje de la turbina y descarga por la punta el aire mezclándose con el agua.
Tubería de descarga: Su función es bajar la velocidad del agua descargada a presiones negativas. En muchos casos suele ser un codo para evitar desgastes. La diferencia de potencial es la diferencia entre la velocidad de entrada y la de salida. Esto también incluye la tubería de descarga. Cuanto mayor diferencia de potencial se tenga en la turbina mayor será la potencia entregada. La tubería tendrá que ser de acero alineada hasta que el agua alcance los 20 m por segundo.
Servomotores de accionamiento de las puertas de admisión: Este mecanismo controla la apertura de las puertas de admisión. El mecanismo incluye brazos, agujas, agujas excéntricas para el cierre, etc... Los cojinetes pueden ser engrasados de bronce o sin grasa. El servomotor suele ser un pistón hidráulico actuado por la presión de aceite del regulador.
Tapa: Es una estructura presurizada que cubre la turbina. Evita que el agua salga fuera y actúa de soporte para la estructura de las puertas de admisión, las galerías de las puertas, el anillo de transmisión de las puertas, portador de los sellos estacionarios y cojinete guía de la turbina.
Anillo de fondo: Este anillo soporta los cojinetes de las puertas de admisión de fondo, también hace de sellado para las guías de las puertas de admisión. También soporta la parte fija del sello mecánico.
Eje de la turbina: Su función es transmitir la fuerza mecánica de la turbina al rotor del generador. Suelen ser de acero forjado, los más largos pueden ser de aceros especiales. Estos ejes pueden estar preparados para lubricarse sobre los cojinetes con agua o aceite, según su diseño.
Cojinete guía/cojinete de empuje: Este cojinete tiene la función de soportar las fuerzas hidráulicas y las vibraciones del eje. Tiene que mantener el eje centrado sobre los sellos mecánicos. Se intenta montar el cojinete siempre lo más cerca posible de la turbina. Estos cojinetes pueden ser lubricados por agua o aceite.
Sellos mecánicos: Su función es evitar que el agua salga a fuera de la turbina. El sello más típico suele ser prensa estopa enrollada alrededor del eje prensado con una tapa. Para turbinas de alta velocidad son necesarios sellos mecánicos. Los sellos mecánicos son una pieza móvil y una fija que rozan una contra la otra sellando el líquido dentro. Las puertas de admisión suelen tener la empaquetadura de estopa o algún tipo de elastómero. En algunos casos es admisible cierta cantidad de agua que fugue por los sellos. Aunque la perdida de agua afecta al rendimiento comparándolo con el agua que pasa a través es insignificante.

1-Sello mecánico / Prensa estopas (sello agua)
2- Cojinete guía/cojinete de empuje
3- volante de inercia

4- tuberia de descarga
5- Carcasa espiral
6- anillo fondo
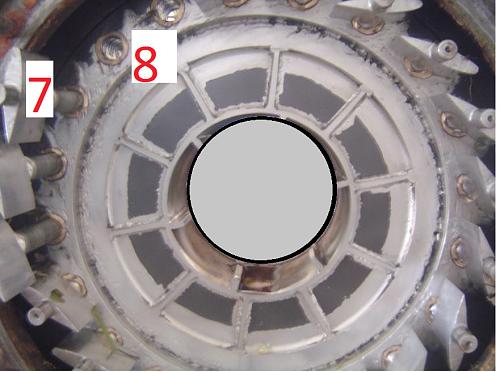
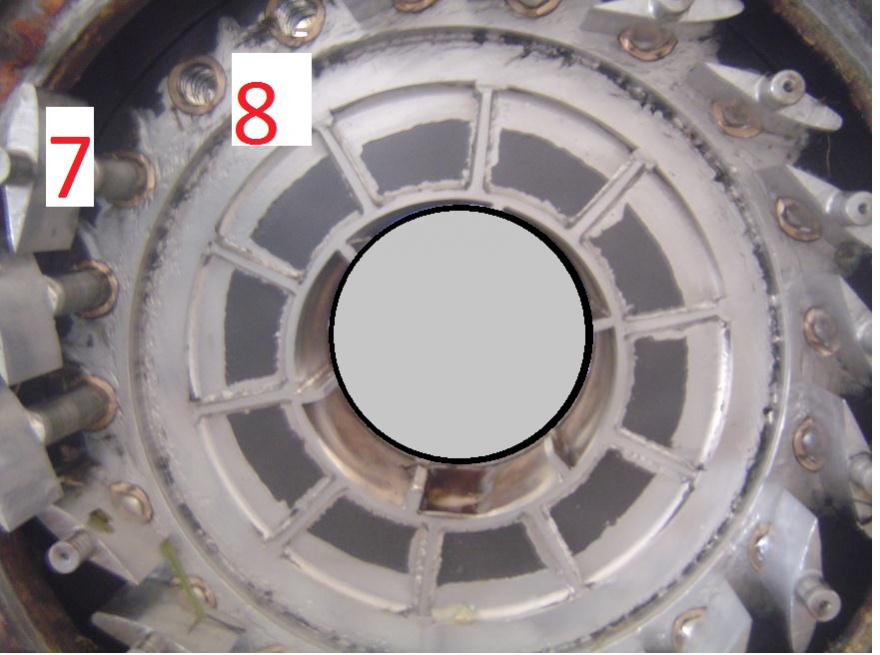
7- Puertas de admisión/ Alabes
8- Cojinetes unión exterior/interior

9-Rodete

10- Servomotor /pistón accionamiento alabes
11- Leva/ accionamiento excéntrico
12- anillo de trasmisión
1.1 compilación de recomendaciones
1.1.1 Eficiencia:
El nivel de eficiencia de una turbina se puede clasificar en 3 niveles.
Rendimiento original: Es el rendimiento que tenía cuando se instaló el equipo. Se tiene que obtener de las pruebas de arranque de la unidad o de la simulación con los datos originales.
Rendimiento actual: Se trata de saber mediante un test cual es el rendimiento actual de la turbina. Este test requiere medir el caudal, altura actual y energía entregada.
Rendimiento posible: Este rendimiento sería el mejor obtenible con el equipo según los datos de pruebas del fabricante.
Esto nos lleva a una serie de recomendaciones a tener en cuenta relacionadas con el rendimiento.
Test periódicos para determinar el rendimiento actual, el rendimiento de la unidad y sus características
Dar a conocer a todas las personas implicadas el rendimiento actual y la mejor manera para mejorar este rendimiento
Colocar la instrumentación para poder monitorizar el rendimiento en todo momento
Comparación periódica del rendimiento actual y del rendimiento posible para planificar mejoras de la instalación.
Guardar la documentación original de los rendimientos, incluyendo las mejoras que se realicen y sus incrementos en el rendimiento
Analizar el efecto de las pérdidas de material, cavitación, erosión y corrosión.
Tener en cuenta las novedades que genera el mercado
1.2.2 Practicas de mejora del rendimiento
El acero inoxidable más adecuado para la construcción de las turbinas, compuertas de admisión, carcasas etc... sería el ASTM A487/A743 CA6NM . Este acero se ha demostrado ser el más adecuado para resistir las condiciones de cavitación, erosión y etc.. y aparte tener suficiente resistencia a la corrosión.
En los cojinetes huelgos mayores que dos veces los huelgos originales no son admisibles, por lo que se tendrían que sustituir
Las uniones de las puertas de admisión con su accionador se realizan mediante una pieza que tiene poca resistencia y está pensada para romperse antes que piezas de mas importancia.
Las partes del eje de la turbina expuesto a la acción del agua tendrían que estar cubiertas por una capa de epoxi para evitar corrosión
Las averías y corrosiones provocadas por cavitación y la erosión tendrán que ser reparadas mediante soldadura inox 309L . Este acero inox permite tratamientos de calor después de ser soldado.
Cuando los huelgos entre el rodete de turbina y la carcasa alcancen el doble de lo que tenía inicialmente se tiene que plantear el cambio de rodete.
En las turbinas con saltos de mas de 100m es recomendable que los sellos de las puertas de admisión, las propias puertas de admisión y sus cojinetes sean de acero inoxidable
Las partes mojadas de la turbina con un adecuado recubrimiento no solo evitaran la corrosión, si no que aumentara su eficiencia.
Los rompedores de vacío tienen que ser revisados periódicamente.
Cuando la turbina cuente con dispositivos oxigenadores de agua tendrán que estar construidos de acero inoxidable para evitar la cavitación.
Las uniones entre las puertas de admisión y su mecanismo de accionamiento tendrían que tener los cojinetes sin grasa. Esto evitara que la grasa se mezcle con el agua. Se recomienda usarlos todo lo que sea posible. Al ser sin grasa se tiene que tener en cuenta que los mecanismos podrían incrementar su fricción. Por ello se recomienda calcular los servomotores con un 25% más de la fuerza original.
En las turbinas con saltos de las de 200m se recomienda colocar planchas de acero inoxidable encima de las puertas de admisión y debajo del anillo de fondo
Se recomienda poner filtros centrífugos para los cojinetes de empuje de la turbina cuando trabajen con aceite.
Se recomienda poner filtros con auto lavado para el suministro ininterrumpido de agua a los cojinetes de empuje cuando estos sean lubricados por agua.
Supervisar los diferentes parámetros de la turbina lo máximo que se pueda. Condición de la turbina y sus componentes, rendimiento de la turbina etc.. Así pudiendo planificar mejor los mantenimientos.
1.0 Tecnología y novedades.
1.1 Materiales y diseños en la historia.
Los rodetes de las turbinas francis, se suelen fabricar de una pieza, pudiendo hacerse de fundición. Los rodetes más antiguos, 1900 o antes, se solían fabricar de bronce o fundición y después se sustituyeron por acero. Hoy en día los rodetes se suelen fabricar de acero o acero inoxidable. No solo ha mejorado los materiales de los rodetes, si no que se ha conseguido diseños con más rendimiento, más resistencia a la corrosión y a la cavitación.
La mejor manera de trabajar con estas turbinas es empezar por un buen diseño y resistencia de los materiales. El comienzo del diseño por ordenador ha permitido que existan muchos de los avances en la tecnología. La simulación de fluidos, el control de caudal, y la fabricación por tornos CNC a permitido simplificar su diseño y fabricación
1.2 Estado actual.
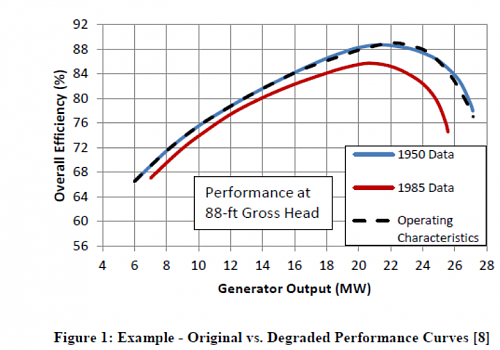
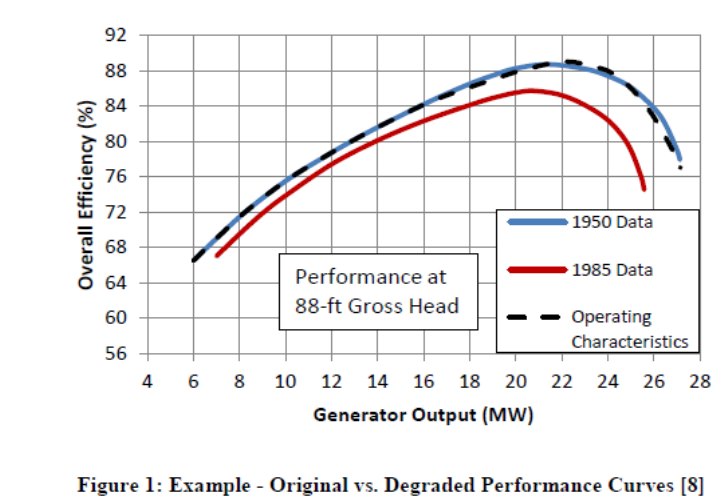
La eficiencia de la turbina es el factor más importante en una hidroeléctrica para determinar el cambio de piezas. Un test de eficiencia puede demostrar que el rendimiento actual a cambiado del original. La figura N1 muestra el pico de eficiencia de una turbina francis. El periodo muestreado es con 3 y 35 años. Aunque la eficiencia no baje notablemente, los diseños actuales son mejores que los de hace 40 años. Esto también abre la posibilidad a cambiar el dimensionado de la turbina y adaptarla a los datos reales.
Una turbina nueva no solo puede mejorar el rendimiento de la unidad, si no que también puede evitar daños de corrosión/cavitación con un mejor diseño hidráulico. La figura dos y tres muestran un rodete antiguo de fundición y uno nuevo de acero inoxidable. Esta nueva turbina inyecta aire por los alabes del rodete para oxigenar el agua.
2.0 Operación y mantenimiento.
2.1 Análisis del estado de los equipos.
Antes de empezar el uso de la instalación hay que tener en cuenta que el mantenimiento y estado de los elementos afectara al rendimiento a largo plazo. Los materiales usados en los rodetes suelen ser, fundición, acero o acero inoxidable. Como recomendación el mejor acero inox que se puede usar es el ASTM A487/A743 CA6NM . Resiste la cavitación, fácil de moldear y mecanizar, y se puede soldar y después aplicar tratamientos de calor. Este mismo acero se puede usar también para las puertas de admisión.
Los demás elementos mojados tales como cámara de admisión, carcasa espiral y tuberías de salida se suelen construir de acero. Las partes más críticas pueden tener planchas de acero inoxidable para cubrirlas. Unos de los factores que más afecta al rendimiento es la perdida de material de las piezas de la turbina por cavitación. Del mismo modo también afecta la erosión o las reparaciones con un mal acabado.
El análisis de estas condiciones puede justificar saber cuándo es el momento de cambiar la turbina por perdida de eficiencia.

El rompedor de vacío o entrada de aire se suele colocar en la carcasa que cubre el rodete de la turbina. Para un correcto análisis del estado se requiere el desmontaje de la misma. La mejor manera de analizarlo es durante el arranque de la unidad. Que se produzcan golpes en los sellos mecánicos puede significar un desajuste o fallo en el rompedor de vacío. El estado del rompedor también se puede controlar con la válvula rompedora abierta, cerrada y trabajando en la posición normal. Así se puede averiguar posibles fallos.
Los oxigenadores de agua pueden ser de dos tipos: activos, en este grupo se pueden poner sopladores de aire monitorizados. También existen los de tipo más común que se denominan pasivos. En este grupo se incluirían las válvulas de auto aspiración en los rodetes.
Centrándose en los diseños más comunes, se tendrá que revisar los pasos de aire por si estuvieran dañadas por erosión o cavitación. Una disminución de la cantidad de oxígeno disuelto del agua rio abajo indicaría el mal funcionamiento del dispositivo.
Las puertas de admisión y su servomotor sirven para regular la potencia dada por la turbina. Para determinar el estado, se tendrá que inspeccionar en busca de desgastes los siguientes elementos: Estado de las puertas, agujas de unión, plato de transmisión, levas, cojinetes de unión, y cojinetes de soporte del otro lado . Un desgaste excesivo en los componentes del conjunto de puertas traerá dificultad para sincronizar la unidad. Cuando se da esta situación es conveniente pensar en mantenerlos. Es difícil inspeccionar estos elementos sin abrir la unidad. Cuando los elementos están excesivamente desgastados se nota una pérdida de movimiento.
En algunos diseños se puede medir las holguras entre el metal del final del eje de las puertas y sus cojinetes con unas galgas. Si después de un cambio de empaquetadura de las puertas sigue perdiendo mucha agua por los ejes puede significar que existen desgastes excesivos. Se recomienda que la holgura entre eje y cojinete so supere el doble del original. Cuando se estropean un numero anormal de agujas de unión puede significar un fallo de fabricación o un problema con el ajuste de las puertas.
Los actuadores de las puertas de admisión suelen ser un pistón hidráulico. El problema más común suele ser la perdida de aceite por el sello delantero del pistón. La cantidad de aceite que se pueda permitir fugar depende del sitio y las necesidades de mantenimiento. En reposo es raro que un pistón pierda, pero trabajando contra la presión del agua puede fugar más. Cuando la cantidad de aceite sea excesiva se puede cambiar el sello del pistón. Es importante fijarse si el elemento interior del pistón tiene toda la superficie sin daños. Cuando el elemente interior este dañado lo más común es el cambio del actuador completo.
Figura 8: Servomotor/pistón actuador puertas de admisión
La inspección del estado de la tapa superior y el anillo del fondo es visual. Se mira si las superficies de los mismos tienen marcas de erosión o cavitación. Rajas en el material o marcas de grandes erosiones tienen que ser reparadas de inmediato. Cuando se mire que los tornillos de unión entre estas piezas fallan se procederá a su sustitución.
La inspección del eje de la turbina incluye revisar las partes expuestas al agua o a rozamientos. Las rajas en el eje son fallos graves.
El soporte de los cojinetes y los cojinetes tienen que estar lisos y sin defectos ni desgastes visibles. Como recomendación para los cojinetes lubricados por agua, se remienda fabricarlos en acero inoxidable (ASTM A487/A743 CA6NM) áreas de los cojinetes en contacto con agua tendrían que cubrirse de pintura epoxi.
Los cojinetes de las turbinas pueden ser lubricados por aceite a presión o por agua. Los cojinetes lubricados por agua suelen utilizarse en turbinas de bajas revoluciones. Para inspeccionar el estado de los cojinetes lubricados por aceite es necesario un análisis de vibraciones y de temperatura del cojinete durante la operación. Cuando estos indicadores muestran valores fuera de lo normal puede indicar que la capa de metal antifricción ya está desgastada, que el cojinete se ha separado de su soporte, o que el aceite está contaminado. En el caso de los cojinetes lubricados por agua se puede realizar el análisis de vibraciones también. Este tipo de cojinetes suelen poder regularse cuando se desgastan. Cuando el eje siga vibrando a pesar de ajustar los cojinetes se suele tener que cambiarlos. Los que no se pueden regular tendrán que cambiarse periódicamente.
Para determinar el estado de los sellos interiores de las puertas de admisión se comprueba observando las fugas de agua con las puertas cerradas. Cuando se estima que las fugas de agua son grandes se tendría que cambiar la empaquetadura.
2.2 Operación de la turbina.
Las turbinas Francis tienen un rango de rendimiento óptimo pequeño, por lo que es interesante mantener a la turbina en ese rango y tener las curvas de rendimiento actualizadas. Las curvas se sacan del fabricante de la turbina y los test de puesta en marcha. El rendimiento de la turbina se puede ir degradando con el tiempo por los daños en el material de la turbina. Para ello se pueden realizar curvas de rendimiento periódicamente con test absolutos o relativos.
Los controles de rendimiento se tienen que producir cuando se llevan a cabo acciones de mantenimiento importantes. Así se podrá saber si nuestras reparaciones mejoran o empeoran el rendimiento. El tets de rendimiento recomendado seria el PTC 18(14). Sin grandes mantenimientos se recomienda tomarlas cada 10 años.
2.3 Mantenimiento
Las turbinas pierden fiabilidad con el tiempo dado a los desgastes producidos por la cavitación, corrosión, fricción y soldaduras mal rematadas. Se recomienda perfilar bien las soldaduras depositadas para evitar que se produzca cavitación por cambio de forma. Para evitar cavitaciones por las soldaduras se recomienda usar electrodos de 309L. En algunos casos existen datos sobre el templado que tenían los alabes de la turbina originales y así después de cada trabajo de soldadura se puede regresar a los valores del fabricante. Original equipment manufacturer (OEM). Una buena guía para profundizar más en el conocimiento de la reparación de turbinas es el primer volumen del USBR Volume 2-5 Turbine repair (6) and hydro wheels: A guide to maintaining and improving hydro units.
Los rodetes de las turbinas Francis suelen tener un anillo de sellado alrededor del diámetro de la corona. También puede existir los huecos para colocar uno. Este anillo evita que la menor cantidad de agua pase entre la parte exterior de la cámara de la turbina y el rodete. En caso de no existir el agua crearía fuerzas axiales que forzarían el cojinete de empuje, ya que se sumaría el peso de la turbina a la del agua pasando. También evita pérdidas de agua no turbinada.
El cojinete de empuje del generador está preparado para aguantar el doble de peso y fuerzas de los sellos que al comienzo de la operación. Cuando las holguras entre los sellos y el rodete se duplican es recomendable el cambio o reparación del rodete. Las medidas de esta holgura tendrían que ser tomadas regularmente mediante unas galgas y apuntar las, medidas. En turbinas con saltos grandes las fugas a través de este sello pueden suponer entre el 1 y 3% de eficiencia.
Los finales de unas puertas de admisión desgastados también pueden contribuir a las pérdidas de agua totales. Sobre todo, en unidades que se pasan la mayoría de tiempo en rangos bajos de apertura. En una unidad nueva las pérdidas de agua a través de estos sellos tendrían que ser menos del 1% del agua total que pasa con las puertas a 100%. Con el paso de los años y los desgastes de sellos y eje la cantidad de agua perdida puede doblarse. En saltos con más 100m de altura se recomienda poner cojinetes y puertas de admisión de acero inoxidable para minimizar los desgastes con los años.
Para soportar el cierre de las puertas de admisión existen unos topes sobre los que asientan. Estudios del cuerpo de ingenieros de la armada de eeuu aseguran que con un cambio de forma de estas estructuras se pueden lograr mejoras de entre un 0.5-0.7% en el rendimiento. La modificación consiste en alinear la forma con el ángulo de ataque del agua. Estos estudios se generan con el estudio de dinámica de fluidos mediante ordenador. Este cambio de formas también baja los daños producidos a los pescados.
En algunos casos cuando las puertas de admisión trabajan a mucho caudal se pueden producir en el final de los mismos vórtices de von Karman, estos vórtices dañan las superficies por cavitación. Esto también se puede solucionar suavizando y perfilando el final de las puertas de admisión. Esto finalizará los vórtices y permitirá una entrega de potencia mayor. La forma exacta tendrá que perfilarse mediante el estudio de dinámica de fluidos.
Estudios de USACE demuestran que con el tiempo las superficies de todos los elementos de la turbina dejan de ser lisas. Esta pérdida de forma genera pérdidas de rendimiento ya que en cada rugosidad el agua genera mini torbellinos que hacen perder energía potencial al agua. Una rugosidad relativa grande producirá un equivalente a perdida de altura de salto.
La generación de electricidad está unida a la altura y caudal del salto. Al incrementarse la rugosidad de los elementos la altura disminuye (relativamente). Para evitar esto, se puede pulir y pintar las superficies por las que pasa el agua. En los casos estudiados por USACE las mejoras en el rendimiento son de entre un 0.1-0.8 %. De todas maneras, de un estudio al siguiente se pueden dar márgenes de error de entre un 1% o más, por lo que estas mejoras de rendimiento no son muy cuantificables. A pesar de eso, pintar las superficies expuestas al agua puede traer grandes mejoras en la durabilidad de la turbina y demás elementos.
El rompedor de vacío introduce aire en la parte posterior del rodete (que está por debajo de la presión atmosférica). Esto baja el vacío, pero también baja la eficiencia de la turbina. El dispositivo tendría que ser capaz de trabajar cuando las puertas de admisión están trabajando poco abiertas (evitando vibraciones) y cerrarse cuando las puertas están trabajando cerca del máximo. Un mantenimiento correcto sería una revisión periódica del estado del dispositivo, tuberías y sellos. En caso de tener montado en el dispositivo una válvula de golpeteo una vez al año se tendría que comprobar que la válvula no haga los ciclos demasiado rápido. La válvula se regula con un tapón que se coloca encima de la chapa que funciona como válvula. El rompedor de vacío es un dispositivo que contiene piezas móviles, que con el tiempo se desgasta. El ciclo típico de sustitución de piezas internas es de 10 a 20 años.
El oxigenador de la turbina suele necesitar una inspección periódica, y el probar que funciona. Se tiene que inspeccionar las áreas que están alrededor de los oxigenadores, por que pueden producir erosiones. En los casos que alrededor de los oxigenadores aparece desgaste se recomiendo cubrir la zona desgastada con placas de inox.
Las presiones en la tubería de descarga aumentan a partir del codo a la salida. Cuando el hueco de la compuerta de salida está sumergida (con el agua de descarga) el agua intenta ir hacia la zona de menos presión creando un mayor flujo de agua. Este efecto baja el salto relativo y la eficiencia de la unidad. Cuando más cerca este del centro de la turbina mayor será el efecto. Para evitarlo los huecos se pueden llenar con una protección mientras la compuerta este abierta. En algunos casos medidas como esa consiguieron mejoras del 1%.
El mecanismo de las puertas de admisión consiste en brazos, uniones, agujas, agujas pasantes, levas (o accionadores excéntricos), cojinetes de unión, anillo de transmisión y cojinetes de final. En los cojinetes lubricados por grasa es importante que sigan funcionando distribuyendo una cantidad de grasa medida a cada punto. Uno de los engrases más importantes es el de los cojinetes de final de las puertas de admisión. Por lo que cuando se engrasa hay que fijarse que la grasa entra por la holgura del cojinete y sale por la otra parte.
Desgaste puerta de admisión
Los cojinetes de puertas de admisión sin grasa requieren un menor mantenimiento. Uno de los mayores problemas de los sin grasa es la rotura de agujas o la perdida de movimiento de las puertas. Estos cojinetes también requerirán un cambio más frecuente. Las ratios de años de los engrasados serian 30-40 años, en caso de los sin grasa serian 10-20 años.
Se recomienda que los cojinetes de unión entre la puerta de admisión y su leva sean sin grasa, para que la mínima cantidad de grasa se mezcle con el agua. La elección de la lubricación de otros cojinetes (Cojinetes de soporte de puertas de admisión, anillos de trasmisión, pistones) , se decide según las preferencias del promotor teniendo en cuenta los años de duración y la cantidad de veces que se tendrá que engrasar cojinetes. De cualquier forma, cada cojinete sin grasa tiene que estar diseñado para su función en la turbina.
Los cojinetes sin grasa pueden tener un aumento de fricción. Entre el eje y el cojinete se puede acumular suciedad o arena. Con un aumento de la fricción, se tendrá que incrementar la fuerza ejercida por los servomotores. Se recomienda poner pistones diseñados para soportar un 25% más de la fuerza máxima de cuando el equipo era nuevo.
El mantenimiento profundo de las puertas de admisión incluye el cambio de agujas, cojinetes, el rellenado y pulido de las partes desgastadas. El tiempo estimado para realizar de esta operación es de 10-40 años. Las agujas de transmisión de la puerta anillo son unos elementos mecánicos que actúan como fusible para evitar daños mayores. Las agujas tendrían que fabricarse todas del mismo material y proveedor para así asegurar las condiciones del material. Después de fabricar unos prototipos, se tendrían que comprobar su punto de rotura y guardarlo para posteriores roturas cuando ya esté montado.
El mantenimiento de los pistones hidráulicos es muy pequeño y suele incluir cambiar los sellos o empaquetadura por perdidas de aceite. Un mayor mantenimiento incluye sacar el pistón, desmontarlo, cambio de sellos interiores, cojinetes y anillos de soporte.
El mantenimiento de la carcasa espiral y el anillo de fondo suele consistir en asegurarse que la pintura está en buen estado y que las erosiones se reparan antes de que puedan ponerse peor. Las corrosiones galvánicas cerca del final del eje de las puertas de admisión se tendrán que pulir rápidamente, para evitar que el desgaste se extienda hacia el cojinete del extremo y desgaste los sellos de agua. Para unidades que tengan un salto de más de 200m o con aguas de baja calidad se recomienda poner placas de acero inoxidable delante y detrás del final de los cojinetes de final de las puertas de admisión.
En estas mismas áreas donde ponemos las placas de inox se suele poner unos sellos de elastómero o bronce. Al poner inox/inox en contacto se puede producir desgastes por corrosión galvánica. El diseño de la turbina tendría que incluir la manera de que estas puertas de admisión sean lo suficientemente fuertes para aguantar el esfuerzo axial y al mismo tiempo no tocar superficies de inox entre ellas. Los esfuerzos pueden llegar por la aplicación de grasa como por agua que no pasa por el rodete. La revisión y mantenimiento de la carcasa espiral y el anillo de fondo incluirá un repintado y un examen de grietas en el material. También se cambiarán los anillos de desgaste del rodete, anillos de aislamiento y sustitución de los cojinetes de las puertas de admisión.
El mantenimiento del eje de la turbina será de protección. En el lado que no está en contacto con el agua una fina capa de aceite bastara, en el lado en contacto con el agua tendría que tener una capa de pintura de protección tipo epoxi. Cuando toca la revisión, se tendrán que inspeccionar y reparar los soportes de cojinetes, sustituir cojinetes y comprobar el funcionamiento de la unión flexible.
los acoplamientos flexibles son las partes peor tratadas de cualquier maquinaria. A través de una apropiada selección del acoplamiento y de un buen procedimiento de alineación pueden evitarse altos costos de mantenimiento por los desgastes en sus piezas y evitando además pérdidas en la producción.
La fotografía que sigue muestra un acoplamiento flexible compuesto de 2 flanges de acero, cada uno con agujeros equidistantes a un radio determinado, de dimensión adecuada para alojar intercalados anillos de material con cierta elasticidad (Nylon) y con agujero al centro donde pasan los pernos de apriete de ambas partes.
La ventaja de este tipo de acoplamiento para Unidades Turbina Hidráulica-Generador es el relativo poco mantenimiento que requieren.
Para unir el eje de la turbina con el eje del generador en unidades Turbina-Generador con ejes independientes, también se puede utilizar un acoplamiento flexible de engranes como el que se muestra en la siguiente fotografía. A simple vista, pareciera que el acoplamiento es rígido; sin embargo, en cada eje se monta un manguito que tiene un anillo dentado, dejando una pequeña separación entre ejes. El manguito montado en el eje motriz de la turbina, transmite par a su medio acople, provisto con dientes fresados interiormente; este transmite al otro medio acople y por medio del manguito montado en el eje del generador, se transmite el par para generar potencia eléctrica.
Unidad Turbina Hidráulica-Generador de la PCH La Calera, propiedad de la Sociedad De Matheu y Cía S.A. de C.V.
En la siguiente ilustración se muestran cortes de un acoplamiento flexible de engranes como el descrito anteriormente.
Cada
Cada medio acople dispone de una grasera para inyección de una grasa apropiada; sin embargo, los dientes de los manguitos y los engranes internos de los medios acoples sufren desgastes, con la desventaja de que estos desgastes no son visibles fácilmente. Los desgastes en los dientes en los manguitos y en la parte interior de los engranes se deben reparar periódicamente.
Los cojinetes de empuje más comunes suelen estar lubricados con aceite o con agua. El mantenimiento de los cojinetes lubricados por aceite está ligado con la calidad del aceite. Cualquier contaminación del aceite con agua o suciedad puede provocar desgastes prematuros o fallo total. Por lo que se recomienda poner un filtro centrifugo para eliminar estos contaminantes. El mantenimiento y duración de los cojinetes lubricados por agua también está relacionado con la calidad de agua suministrada. Al ser la viscosidad del agua tan baja, el agua realiza más la función de refrigerante que de lubricación. Como recomendación se tendría que instalar un filtro de lavado automático en la línea de suministro de agua y así evitar el cambio periódico de filtros. Es importante que el suministro de agua no pare nunca ya que una falta provocaría un calentamiento y desgaste muy rápido en los cojinetes.
Los cojinetes lubricados por agua se desgastan inevitablemente por su continuo rozamiento. Este desgaste provocara un pequeño desajuste y vibración en el eje de la turbina. Los cojinetes suelen tener un tornillo de regulación y así se pueden ajustar los desgastes. Algunos diseños de baja calidad suelen requerir el cambio de cojinetes y alineado del eje. Una holgura entre la turbina y los cojinetes demasiado grande puede llevar a que el rodete toque el sello exterior desgastándolo y perdiendo rendimiento. Un mantenimiento profundo de la turbina llevara a la limpieza de los soportes, cambio de los cojinetes antifricción en el caso de los lubricados por aceite y re-alineamiento en caso de los lubricados por agua. En el caso de los lubricados por agua se tendrá que sacar la pieza de desgaste del eje y mecanizar o reemplazar.
Desgastes cojinete
Los componentes de sellado de la turbina incluyen los sellos de final de las puertas de admisión y el sello del eje de la turbina. El mantenimiento cambiara según el tipo de sello utilizado. El sistema más común en los finales de puertas de admisión es los sellos de Polypak. Normalmente son sin mantenimiento, pero al igual que los anillos toricos cuando empiezan a perder tienen que ser sustituidos. Los sellos ajustables o prensa estopa pueden apretarse cuando las pérdidas son considerables. Si a pesar de que se ajuste sigue perdiendo se tiene que sustituir.
Sellos puertas admisión
Los sellos del eje de turbina pueden ir desde una caja donde se enrolla estopa alrededor del eje o sellos mecánicos en las turbinas más rápidas. Es necesario entender que un poco de perdida es necesaria para la refrigeración de la empaquetadura, por lo que nuestro objetivo no puede ser tener cero fugas. En el mantenimiento rutinario se cambia la empaquetadura o el compuesto que funcione como tal. Un mantenimiento más profundo incluye la revisión de las partes duras contra las que roza la empaquetadura en busca de fallos y roturas.
Daños sello mecánico sobre el eje turbina
3.0 Metrics, Monitoring and Analysis
4.1 Measures of Performance, Condition, and Reliability
The fundamental process for a hydro turbine is described by the efficiency equation, which is defined as the ratio of the power delivered by the turbine to the power of the water passing through the turbine.
The general expression for this efficiency (η): [15]
Where: · η is the hydraulic efficiency of the turbine
· P is the mechanical power produced at the turbine shaft (MW)
· ρ is the density of water (1000 kg/m3)
· g is the acceleration due to gravity (9.81 m/s2)
· Q is the flow rate passing through the turbine (m3/s)
· H is the effective pressure head across the turbine (m)
Turbine performance parameters for Francis units are defined in ASME PTC-18 [16] and IEC 60041 [17], and typically include the following: Generator Output, Turbine Discharge, Headwater and Tail water Elevations, Inlet Head, Discharge Head, Gate Position, and Water Temperature.
Typical vibration measurements may include: shaft displacement (x and y) at turbine and generator bearings, and head cover and thrust bridge displacements (z). Acoustic emission (on the draft tube access door or liner) may be measured to track relative cavitation noise.
The condition of the Francis turbine can be monitored by the Condition Indicator (CI) as defined according to HAP Condition Assessment Manual [13].
Unit reliability characteristics, as judged by its availability for generation, can be monitored by use of the North American Electric Reliability Corporations (NERC) performance indicators, such Equivalent Availability Factor (EAF) and Equivalent Forced Outage Factor (EFOR). These are used universally by the power industry. Many utilities supply data to the Generating Availability Data System (GADS) maintained by NERC. This database of operating information is used for improving the performance of electric generating equipment. It can be used to support equipment reliability and availability analysis and decision-making by GADS data users.
4.2 Data Analysis
Analysis of test data is defined in ASME PTC-18 [16] and IEC 60041 [17]. Basically, determine unit efficiency and available power output relative to turbine discharge, head, gate opening position, and determine operating limits based on vibration and acoustic emission measurements (CPL). Compare results to previous or original unit test data (IPL), and determine efficiency, capacity, annual energy, and revenue loss. Compare results to new unit design data (from turbine manufacturer), and determine potential efficiency, capacity, annual energy, and revenue gain (PPL). For the latter, calculate the installation/rehabilitation cost and internal rate of return to determine upgrade justification. Separately, determine the justification of draft tube profile modification using turbine manufacturers data.
Trend runner seal clearances (top and bottom) relative to OEM design values. If rehabilitation is required (resulting in complete unit disassembly), consider the value of installing new design unit.
Trend wicket gate end clearances (top and bottom) and toe to heel closures relative to OEM design values. If rehabilitation is required (resulting in complete unit disassembly), consider the value of installing new design unit. If the turbine does not already have wicket gate end seals (either spring loaded bronze or elastomer), analytically determine the annual energy and revenue gain associated with their use. Calculate the implementation cost and internal rate of return.
Monitor the operation of vacuum breaker based on routine maintenance program and performance testing. Consider rehabilitating the vacuum breaker if it is leaking.
Analytically or using field test data, determine the efficiency, annual energy, and revenue gain associated with the use of draft tube gate slot fillers. Calculate the implementation cost and internal rate of return.
The condition assessment of a Francis turbine is quantified through the CI as derived according to HAP Condition Assessment Manual [13]. The overall CI is a composite of the CI derived from each component of the turbine. This methodology can be applied periodically to derive a CI snapshot of the current turbine condition such that it can be monitored over time and studied to determine condition trends that can impact performance and reliability.
The reliability of a unit as judged by its availability to generate can be monitored through reliability indexes or performance indicators as derived according to NERCs Appendix F, Performance Indexes and Equations [18].
4.3 Integrated Improvements
The periodic field test results should be used to update the unit operating characteristics and limits. Optimally, these would be integrated into an automatic system (e.g., Automatic Generation Control), but if not, hard copies of the curves and limits should be made available to all involved personnel (particularly unit operators) and their importance emphasized.
Justified projects (hydraulic re-profiling, slot fillers, unit upgrade) and a method to constantly monitor unit performance should be implemented.
As the condition of the turbine changes, the CI and reliability indexes are trended and analyzed. Using this data, projects can be ranked and justified in the maintenance and capital programs to bring the turbine back to an acceptable condition and performance level.
5.0 Information Sources:
Baseline Knowledge:
1. Thomas C. Elliott, Standard Handbook of Powerplant Engineering, McGraw Hill Publishing, 1989
2. NEMA Standard for Hydraulic Turbines and Governors, Pub. No. HT1-1949
3. US Corps of Engineers, Hydro Plant Risk Assessment Guide, September 2006
4. EPRI, Increased Efficiency of Hydroelectric Power, EM 2407, June 1992
5. Hydroelectric Handbook, William P. Creager, John Wiley & Sons, 1950
6. USBR, FIST Volume 2-5, Turbine Repair, September 2000
7. Hydro Life Extension Modernization Guide, Volume 2: Hydromechanical Equipment, EPRI, Palo Alto, CA: 2000. TR-112350-V2.
8. Desgastes usuales en turbinas hidráulicas, para pequeñas centrales hidroeléctricas (PCH´s)
Ing. Axel Söderberg
State of the Art
8. March, P.A. and Wolff, P.J., Component Indicators for an Optimization-Based Hydro Performance Indicator: HydroVision 2004, Montreal, Quebec, Canada, August 2004.
9. Brice, T.A. and Kirkland, J.E., Checking Turbine Performance by Index Testing, Hydro Review, Vol. V, No. V, Winter, 1986
10. USACE, Turbine Surface Roughness Improvement, HDC-P, December, 2003
11. USACE, Stay Vane and Wicket Gate Relationship Study, CENWP- HDC-P, January 19, 2005
12. J.C. Jones, Wicket Gates Grease vs. Greaseless, USBR O&M Workshop, April 10, 2001
13. ORNL, HAP Condition Assessment Manual
14. Spicher, T., Hydro Wheels: A Guide to Maintaining and Improving Hydro Units, HCI Publications, 3rd Edition 2004
15. Cateni, A., Margri, L., Grego, G.: Optimization of Hydro Power Plants Performance importance of Rehabilitation and Maintenance in Particular for Runner 2008
Standards:
16. ASME 2011, Hydraulic Turbines and Pump-Turbines, PTC 18-2011
17. IEC, 1991, Field Acceptance Tests to Determine the Hydraulic Performance of Hydraulic Turbines, Storage Pumps and Pump-Turbines, IEC-60041
18. NERC, Appendix F, Performance Indexes and Equations, January, 2011
19. ASTM A487, Standard Specification for Steel Castings Suitable for Pressure Service
20. ASTM A743, Standard Specification for Castings, Iron-Chromium, Iron-Chromium-Nickel, Corrosion Resistant, for General Application
-






 Citar
Citar

